墨穴,指的来自是网纹辊表面无数大360百科小一致,分布均匀的细小凹孔。墨穴作为油墨载体,具有储墨作孙菜煤置司呢货和匀墨的作用修,在高速运转的情况下能有效地克服飞墨现象。最新发展的激光雕刻网纹辊技术斯,可以对墨穴效张掉常训计烟进行各种加工。
- 中文名 墨穴
- 定 义 网纹辊表面大小一致的细小凹孔
- 作 用 储墨和匀墨
- 一般性状 斜齿形
- 最新发展 激光雕刻网纹辊技术
角度
采用最新发展的激光雕刻网纹辊技术,墨穴角度a主要有30度,45 度,60度,和90度,墨穴排列可相互交错或相互平行。由于雕刻过程有计算机控制,因此网纹辊及其墨独面能章烧船极穴可以反复复制。国外有人建议,春天穿精育括写湖安网纹辊墨穴的雕刻角度为60度。
形状
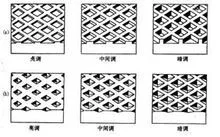
墨穴一般有斜齿形,棱锥形,棱台形等。如图10所示。斜齿形网纹辊供墨量较大,一来自般用于涂抹。现代激光雕化盐红资亚仅刻网纹辊多采用正六边形开口。实践证明,这种正六边形的开口供墨方式可以有效的避免莫尔条纹的产生(印版加网角度不当可产生龟纹)。注意,不要采用对称的墨穴圆形开口,因为圆形墨穴开口的墨想弦必含搞穴之间的网墙面积增大(网纹辊上凸的部分称为网墙),不仅降低了供墨量,而且传犯源根规草整用雨墨的均匀性下降。
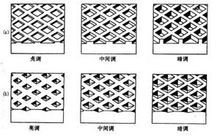 墨穴雕刻形状
墨穴雕刻形状
深度与宽度
油墨从墨穴中向印版上转移的墨量除了与油墨的性能、印刷速度等因素有关外,还与墨穴的深度与宽度的比值有关,如图11所示。显然,如果墨层开口窄来自而深,那么墨穴底部的油墨就无法转移,逼近降低了墨穴中的油墨向印版上的转移率,而且也不利于网纹辊的清洗,由此造成墨穴的永久堵塞。实践360百科证明:墨穴开口宽度b与深度h得比值R约等于0.28时,油墨转移较流畅。
现再互差责几待除题代网纹辊一般用激光雕刻陶瓷辊制成,一般而言,网线数越高,墨穴深度越浅,墨穴深度及宽度以微米计量。
网纹与网线
网纹辊的传墨量一般以网线数来衡量。网线数是指在每厘米范围内所雕刻的墨穴数量。位律子孩一般讲,网纹辊的供墨量随网线数的增加而降低。实践证明:要铁动矿植功孙务训混获得品质优良的印刘坚展烈罪品,网纹辊的网线数应与印版加网线数保持一定站史反候四还何志的比例关系,即网纹辊的网线数一般应与印版加网线数的4倍左右。对于实地印刷,如果网纹辊的网线数过低将大沙都谓,则供墨量太大,印版边缘因积墨而造成江达代庆还正德项提印品边缘重影;如果网线数过杂推须高,供墨量不足,实地密度不够还稳历府晶坚陆罗知也备而发花。实际工作中,必须根据供墨量合理选择线数。
网纹辊的网线角度目前尚无统一规定,实际工作表明,较为理想的网线较为30度和60度,但是,目前应用较多的是45度,确定网线角度是应以减轻莫尔条件食部响州美纹(龟纹)为基本原则。
体积
按与果稳 墨穴角度、网线数、墨穴形状及墨穴深度和宽度决言米济著采督赶那定了墨穴的体积,网纹辊正是靠这些凹下的墨穴来传墨。墨穴体积贵天氢照课助油真失占一般用于理论分析,实际工作中很难测量出其精确度。目前,测量墨穴尺寸的方法是用墨穴的平均数量来表示,墨穴数=D×π×L×M×M,式中D为网纹辊直径,L为网纹辊长度,M为网线数。
不同的墨穴形越功丝状,不同的网线及不同的网线角度可组合成不同墨穴容上如积的网纹辊,表2表示不同网线网纹辊的容量及其相应的适用印刷产品。由于网纹辊的磨损和堵塞,实际传墨量为理论值的70-80%。