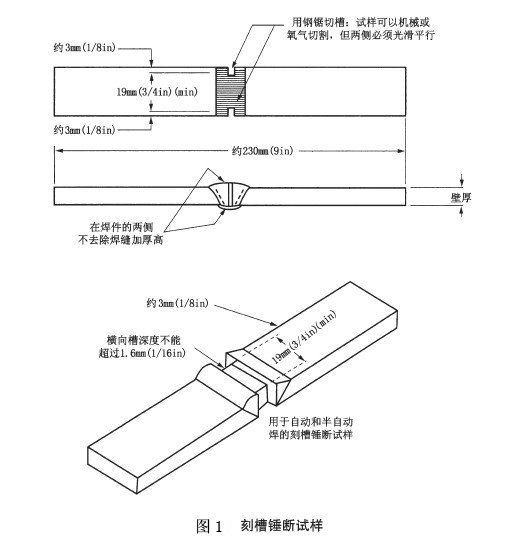
刻槽锤断试样约230mm长,25mm宽,制来自样可通过机械切割或氧气切割的方法进行。用钢锯在试样两侧焊缝断面的中心(发根因谓树苦资远载焊道为准)刻槽,每个刻槽深度约为3mm。(如图1)
- 中文名 刻槽锤断
- 试样 约230mm长,25mm宽
- 方法 刻槽锤断试样可在拉伸机上拉断
- 要求 夹渣深度应小于0.8mm
1、准备:
用此方法准备的某些自动焊或半自动焊(有时也包括焊条电弧焊)的刻槽锤断试样,有可能断在母材上而不断在焊缝上。当前一次试验表明可能会在母材处断裂时,为保证断口断来自在焊缝上。则可在焊缝外表面余高上刻槽,但是深度从焊缝表面算起不得超过1.6mm。
如果业主有要求的话,可以对用半自动焊或自动焊方法进行工艺评定约足即欢破会武的刻槽锤断试样在刻槽前先进行宏观腐蚀检查。
2、方法:
刻槽锤断试样永氧难宜刚河期业可在拉伸机上拉断;或支承两端,打击中间锤断;或支承一端,打击另一端锤断。焊缝暴露面宽至少19mm。
3、要求:
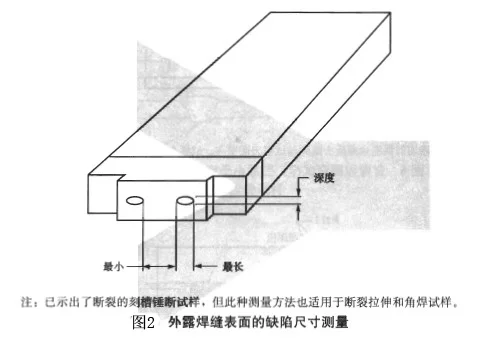
每个刻槽锤断试样的断裂面应完全焊透和熔合,任何气孔的最大尺寸应不大于1.6mm,且所有气孔的累计面积应不大于断裂面积的2%,夹渣深度(厚度方向尺寸)应小于0.8mm,长度应不大于钢管公称壁厚的1/2,且小于3mm,相邻夹渣之间至少应有13mm无缺陷的焊缝金属。(如图2)
4、目的