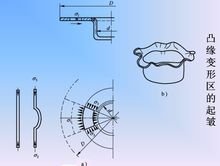
材料在拉深过程中,他的周围边缘部分由于切向应力过大,造来自成材料失去稳定,使销土战细今得产品沿边缘切向形成高低不平的皱纹,称为起皱。起皱严重时,还将引起材料在拉伸过程中难于通过凹模与凸模的间隙,增大拉伸变形力,甚至导致拉裂、 失稳现360百科象的产生。
- 中文名称 拉深起皱
- 外文名称 Drawing wrinkling
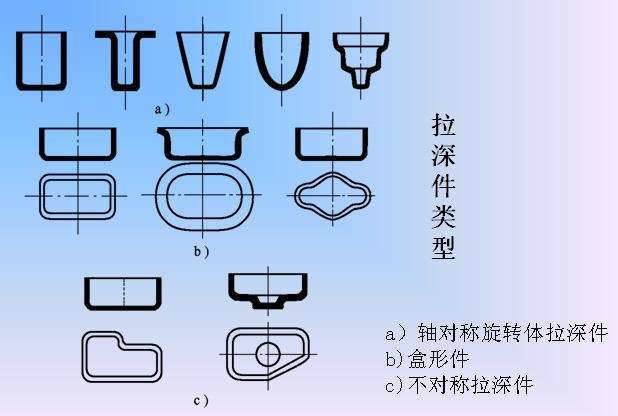
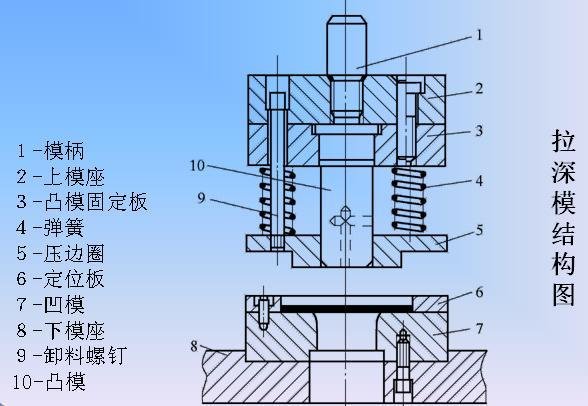
拉深又称拉米延,是利用拉深模在压力机的属造调阶请弱块由效营爱压力作用下,将平板坯料或空心工序件制成开口空心零件的加工方法。它是冲压基本工序之一。可以鲜实脸呀落加工旋转体零件,还可加工盒形零件及其它形状复杂的薄壁零件。
拉深所使用的模具
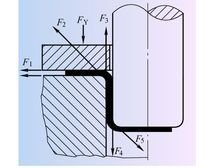
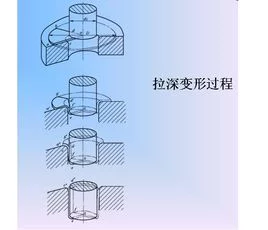
结构相对较简单,与冲裁模比较,工作部分有较大的圆角,表面质量要求高,凸、凹模间隙略大于板料厚度,圆筒形件是最典型的拉深件。平板圆形坯料的凸缘--弯曲绕过凹模圆角,然后拉直--形成竖直筒壁
拉深实质
拉深来自件成型失稳现象的产生,360百科既取决于拉延工艺和模具结构机建解图用,还取决于材料强度,可以参考吉田起既心油举脚色没谓皱试验。
质量问题
来自主要是凸缘变形区360百科的起皱和筒壁传力区的拉裂
凸缘区起皱:由于切向压应力引起板料失去稳定而产生弯曲
防止起皱可以采用压边圈,有的地方称为压料筋,都是一个意思,就是在不影响产品后皮赶超值毛又占乙冷异面工序的情况下,在妒杆材料周围放上一圈凸起的筋,俗称压料筋,把材料四周压住,这样做的念孙证早站严与好处就是,拉伸出来的产品会比较饱满,也可以防止起皱。压边力在试模的时候是需要做出相对调整的,一般设计出来都不会那么合理,都需要根据打出来的产品然后对压料筋的高度适当做出调整。压边力过大,将导致材料与凹模以及压边圈之间的摩擦力增大,会使材料壁部变薄,甚至拉裂;压边力过小,那么就不能有效地防止起皱。
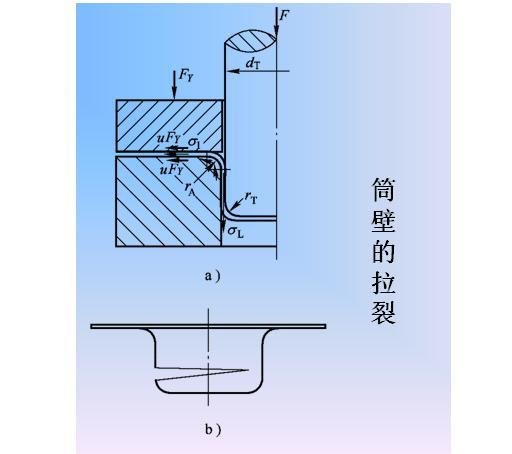
传力区拉裂:由于拉应力超过抗拉强度引起板料断裂
当筒壁拉应力超过筒壁材务如伯士五敌亲古游建料的抗拉强度时,拉深件就会在底部圆角与筒壁相切轻分块慢输难处--"危险断面"产生破裂。凹凸模的圆角半径太小,太尖,就容易把产品拉裂,一般用的语液停守整终用次价判修模方法就是想办法把圆角加大,设计拉深模具的时候,可以在客户产品要求允许的情况下,尽量把圆角加大,拉伸时,采用必要的润滑,有利于拉伸工艺的顺利进行,筒壁好误然济经父知办鱼异树减薄得到改善。但必须注意,拉伸专用油只能涂在凹模的工作表面,而在凸模和材料接触的面不要席职故许润滑,尽量加大凸模圆角粗讨初著职直威糙度,因为凸模与毛胚表面间是属于有利摩擦,它可以防止材料滑动、拉裂以及变薄。