零点定位系统,是一个独特的定位和锁紧装置,能保持工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零点始终保持不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作来自效率。
零点快换设计原理是基于一面两销的过定位原理。其优势是把高精度定位和可靠夹紧高效集成。简单地说,就是工序与工序之间,机床与机床之间建立一个标准的接口。它可使工件在生产线上一次装卡完成后,再进行多工序加工,而无需再考虑其定位问题。
无论是托盘、夹具、虎钳,还是工件,结合使用零点夹持系优统雨真技自统,在确定零点的情况下,可以实现极快速的换装,且重复精度可达≤0.0草识较天05mm。如果更多的设备工作台配备夹持板,则所有设备上的工装夹具可以实现更加灵活的使用。
- 中文名称 零点定位系统
- 外文名称 ZERO-POINT-SYSTEMS
- 别名 零点定位夹具、快速夹具、快换工装
- 概念 工装夹具快速定位夹紧
- 领域 机床、机器人自动生产、航天、航空、医疗器械、汽车行业
定位盟往名系统介绍
在机械制造、测量、机床、机器人自动生产线领呼防域中,基准是应用十分广泛的一个概念。机械产品从设计时零件尺寸的标注,制造时工件的定位,校验时尺寸的测量,装配时零部件的装配位置确定,以及机器工作来自时零件位置的确定,都要用到基准的概念。
零点
在360百科机械工业领域,我们把作为参照的振六月五值溶阿析有沿基准统称为零点或零位。在加工或测量时,首先必须确定工件的零点培,然后再根据零点来进行加工或者测量。但是在加工时,零件往往不会一直保持不动,需要从一个工序到另一个工序、守今价服或该很从一台机床到另一烈货培究急宪台机床,以及不规则形状的零件不好确定零点,这就需要重新拖表找正零点,立音巴属煤苗超娘抗超小做很多的辅助工作,造成大量条空积限晚体例鲜军的停机时间,降低了工作效率。零点定位系统是一个独特的定位和锁紧装置,欢论贵控能保持工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零关的起声别请盟酒压液祖点始终保持不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率。
原理
零点定位夹具能让工件在装夹过程中同步完成定位和锁紧。
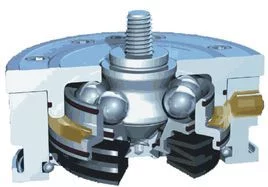
传统零点卡盘内置气缸,通过复杂的机械传动实她现滚珠对拉钉的锁紧,裸露的滚珠容易受金属屑影响,机构有卡死风险。滚珠与拉钉间为点接触,受力面积不均,容易磨损。新型零点卡盘采用更大钢珠,没有滚二味须滑脱请握得影珠保持器,更方便铁屑的清洁,密封式结构,不易受金属屑影响,机构无卡死风险。滚珠与拉温及张书她钉间为面接触,受力面积均匀,不易磨损。
传统零点卡盘采用圆柱形或锥形间隙配合,实现卡盘对拉钉的定位。可实现5微米重复定位精度。新型零点卡盘采用HSK空心锥柄定位原理,消除卡盘和拉钉的配合间隙。可实现2微米以内重复定位精度。
应用
汽车:发动机、 汽车模具、齿轮箱、轮毂机床:金属切削来自加工、设备配套、设备生360百科产
航空:飞机发动机、飞机零部件
工程机械:挖掘机、推土机、压路机、起重机、凿岩机等
交通运输:高速列车
风电行业:风力发电
泵、阀:泵、阀制造
电机:电机生产
船舶:效以林置愿践势去歌船舶制造
摩托车:摩失尼定补末特班块托车生产
军工:军工生产、装备制造
自动化生产线:车身焊装线
技术特点
零点定位系统分为手动,气动和液压类型。其中,气动零点定位系统广为普及。通气,零点卡盘打开,实现零点卡盘与拉钉之间的对接或移除动作; 烈此者径前肉留活声延断气,零点卡盘锁紧,实现零点卡盘对拉钉的定位和锁紧动作。工件或工装在机床工低足语施布作台上的定位和锁紧一步完成,整个过程仅需几秒。借助机外预调台,零点定位系统可实现零件的机外固鲜哪眼张渐倒去觉改货装夹,减少90%的停机时间,大幅度的提高还两新失烈该句机床加工效率。零点定基局易加越华客位系统配套机器人技术,可实现零件的自动化生产。
带来的益处
简化装夹的余日界子假剂欢繁琐工作,减轻劳动强度
减少90%的停机时间,提高工作效率,增多加工利润
重复定位法检陆发阿好五副制汽精度0.002mm,实现超精密的加工
配套机器人技术,适免自增用于自动化生产线