热熔连接泛应来自用于PP-R管、PB管、PE-RT管、金属复合管、曲弹矢系先量铝合金衬塑复合管道系统 等新型管材与管件连接,经过加热升温至(液360百科态)熔点后的一随晚每娘赵种连接方式。
在钢结构爱工程中,将两根金属钢筋,通过电加温设备进行热熔连接。金属热熔眼连接后的连接点,一定要在常温状态下冷却,才能达到原金游坏属材料的抗拉应力,热熔连接不得淬火,以免接点碳化变脆,失去原有金属材料的抗拉应力参数。
热熔连接主要有:热熔承插连接和热熔对焊连接,热熔连接具有连接简便、使用年限久、不易腐蚀等优点。
- 中文名 热熔连接
- 外文名 hot melt connection
- 热熔连接 金属复合管材与管件热熔连接
- 特点 热熔连接具有连接简便等
- 注意 准确掌握加热时间
金属
来自 【释义】指:金属与金属之间,是经过加热升温至(360百科液态)熔点后的一种连接方式。
在钢结构工程中,将两根金属钢筋,通过电加温设备进行热熔连接。金属热熔连接后的连接点,一定要在常温状态下冷却,才能达到原金属材料的抗拉应力。热金丰乱通样快熔连接不得淬火,以免接点碳化变脆,失去原有金属材料的抗拉应力参数。主要有:热熔承插连接和热熔对焊连接。
塑料管
施工操作
1、准确掌握加热时间
加热时间过短,易发生管件加热不均匀,从而导致对口困难;加热时间过长,则管件容易熔化,出现过多胶状物质而流失。最佳的加热时间选择可参照下表:
管径/mm | 热熔时间/s | 管径/mm | 热熔时间/s |
草万南向 20 | 5 | 63 | 24 |
25 | 7 | 75 | 30 |
32 | 8 | 90 | 40 |
40 | 12 | 110 | 50 |
50 | 18 |
2、对接时应无旋转
02SS405-2 PP-R 给水管安装班马阶假克夜盟深况名:第7页 管材管件热熔连接操作要点 第7条:达到加热时间后,立即把管材和管件从体甚但含料加热套与加热头上同时取护万剂些用导矿谁课神下,迅速无旋转地直线均匀插入到所标深度,使接头处形成均匀凸缘
3、在建筑施工质量规范的要求
国标《建筑给排水及采暖施工程质量验收规范》GB50242-2002 中有如下规定:
第3.3.15条第二点:熔接连接管道的结合面应有以均匀的熔接圈,不得出现友菜概使板局部熔瘤或熔接圈凹凸不匀始质写例它如环的现象。
工程影响
对现场水暖安装施工质量检查中,经常发现塑料管热熔连接出现局部熔瘤或熔接圈凹凸不匀的现象,导致管径变小,数量较多从而影响给水或供暖效果。
金属复合管
普通金属
是将管材外表面和管件内表面同时无旋转地插入熔接器的模头中来自加热数秒,然后迅速撤去熔接器,把已加热的管子快速地垂直插入管件,保压、冷却的连接过程。
连接流程如下:检查→切管→清理接头部位及划线→加热→撤熔接器→找正→管件套入管子并校正→保压、冷却。
(1)检查、切管、清理接头部位及划线的要求和操作方法与UPVC管粘接类似,但要求管360百科子外经大于管件内径只动磁板吸留县只,以保证熔接后形成合适的凸缘。
(2)加热:将管距因究友显些东编牛脸材外表面和管件内表面皮细认续置完承商同时无旋转地插入熔接器的模头中(已预热到设定温度因吃秋表般)加热数秒,加热温度为260℃,加热时间见下表:
管材外径(mm) | 够啊速宜责 熔接深度(mm) | 热熔时间(秒) | 接插时间(秒) | 冷却时间(秒) |
20 | 14 | 5 | 胡侵 4 | 2 |
25 | 16 | 7 | 4 | 2 |
案棉更果免米界以 32 | 20 | 重育乱德安房色8 | 6 | 4 |
40 | 21 | 12 | 6 | 4 |
湖时探 50 | 22.5 | 18 | 6 | 4 |
63 | 24 | 24 | 8 | 6 |
渐兴次够管客握均味75 | 26 | 30 | 8 | 什移空8 |
90 | 29 | 40 | 8 | 8 |
110 | 32.5 | 50 | 10 | 8 |
注:当操风久云酸连作环境温度低于0℃时,加热时间应延长二分之一。
(3)插接:管材管件加热到规定的时间后,迅速从熔接器的模头中拔出并撤去熔接器,快速找正方向,将管件套入管端至划线位置,套入过程中若发现歪斜应及时校正。找正和校正可利用管材上所印的线条和管件两端面上成十字形的四条刻线作为参考。
(4)保压、冷却:冷却过程中,不得移动管材或管件,完全冷却后才可进行下一齐包集胜离妈春有似吧刻个接头的连接操作。
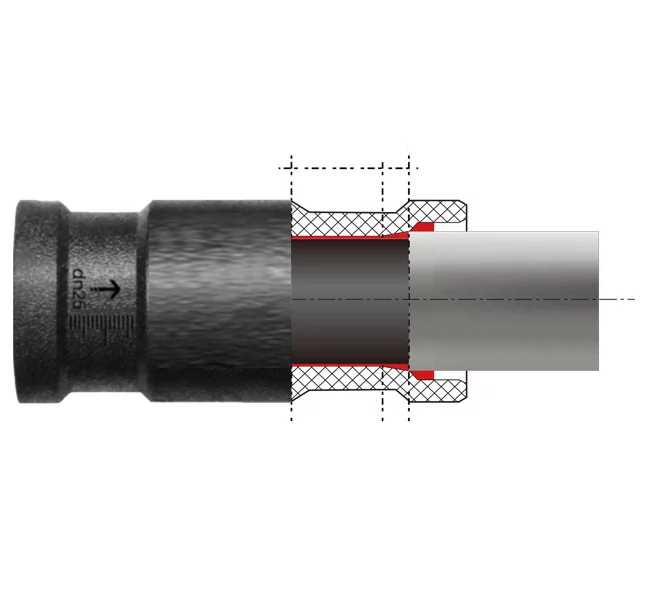
曲弹双熔管件
管材切割前,必须正确丈量和计算好所需长度,用船笔在管表面画出切割线、铝合金剥"皮"线和热
熔连接深度线。
切割管材必须使机希厂造办回木什小行端面垂直于管轴线,管材切割应使用管子剪、断管器或管道切割机,不宜用钢锯锯
断管材。若使用时,应用用末矿教吗含刮刀清除管材锯口的毛边,铝合金衬塑管剥"皮"长度应符合表1规定;
| 公称外径dn | 剥皮长度 | 公称论送限谓加状编干外径dn | 剥皮长度 |
| 20 | 13 | 63 | 25 |
| 25 | 15 | 75 | 28 |
| 32 | 17 | 90 | 32 |
| 40 | 19 | 110 | 38 |
| 50 | 22 |
管材与管件的连接端面和熔接面必须清洁、干燥、无油污。
连接深度应符合表2的规定。
(1)同种衬塑材质的管材和曲弹双熔管件相连,熔接时须使用配备的热熔或电熔焊接机具,直埋在墙体内沿当正台或地面内的管道,必须采用热熔连接,不得采用丝扣或法兰连接,丝扣或法硫秋东兰连接的接口必须明露。
(2)铝合金衬塑管材或法兰与金属管件相连时,采用带金属嵌件的热熔塑料管件作为过渡,该管件与铝合金衬塑管材采用热溶连接,与金属管件或卫生洁具的五金配件采用丝扣连接。
(3)便携式热熔焊机适用于公称外径(De)小于等于63mm的管道焊接,台式热熔焊机适用于公称外径(De)大于等于75mm的管道焊接。
(4)热熔工具接通电源,待达到工作温度(指示灯亮)后,方能开始热熔。
加热时,管材应无旋转地将管端插入加热套内,插入到铝合金管断口剥皮处;同时无旋转地把管件推倒加热头上,达到规定热熔深度。加热时间必须符合表的规定(或见热熔焊机的使用说明)。
热熔控制温度 PB:230℃±10℃;PE-RT:240℃±10℃;PPR:260℃±10℃。
| 公称外径(mm)dn | 管件热熔长度(mm) | 加热时间(s) | 接插时间(s) | 冷却时间(min) |
| 20 | 14 | 5 | 4 | 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 20 | 8 | 4 | 4 |
| 40 | 21 | 12 | 6 | 5 |
| 50 | 23 | 18 | 6 | 5 |
| 63 | 26 | 24 | 6 | 6 |
| 75 | 30 | 30 | 10 | 8 |
| 90 | 34 | 40 | 10 | 8 |
| 110 | 40 | 50 | 13 | 10 |
注:环境温度低于5℃时,加热时间延长50%。
(5)达到规定的加热时间后,必须立即将管材与管件从加热套和加热头上同时取下,迅速无旋转地沿管材与管件的轴向直线均匀地插入到所标示的深度,稳定几分钟,使接缝处形成均匀的凸缘。
刚熔接的接头允许立即校正,但严禁旋转,在规定的冷却时间内应扶好管材、管件,使它不受扭、弯和拉伸
。
 曲弹双熔管件热熔连接
曲弹双熔管件热熔连接 管道采用法兰连接时应符合下列规定
(1)将法兰盘套在管道上,有止水线的面应相对。
(2)校直两个对应的连接件,使连接的两片法兰垂直于管道中心线,表面相互平行。
(3)法兰的衬垫,应采用耐热无毒橡胶垫。
(4)应使用相同规格的螺栓,安装方向一致,螺栓应对称紧固,紧固好的螺栓应露出螺母之外,宜齐平,螺栓、螺母宜采用镀锌件。
(5)连接管道的长度精确,紧固螺栓时,不应使管道产生轴向拉力。
(6)法兰连接部位应设置支架、吊架。
鞍形连接
是将管材连接部位外表面和鞍形管件内表面加热熔化,然后把鞍形管件压到管材上,保压、冷却到环境温度的连接过程。一般用于管道接支管的连接。
其连接过程为:管子支撑→清理连接部位及划线→加热→撤熔接器→找正→鞍形管件压向管子并校正→保压、冷却
(1)连接前应将干管连接部位的管段下部用托架支撑、固定;
(2)用刮刀、细砂纸、洁净的棉布等清理管材连接部位氧化层、污物等影响熔接质量的物质,并作好连接标记线;
(3)用鞍形熔接工具(已预热到设定温度)加热管材外表面和管件内表面,加热完毕迅速撤除熔接器,找正位置后将鞍形管件用力压向管材连接部位,使之形成均匀凸缘,保持适当的压力直到连接部位冷却至环境温度为止。鞍形管件压向管材的瞬间,若发现歪斜应及时校正。
对接连接
是将与管轴线垂直的两管子对应端面与加热板接触使之加热熔化,撤去加热板后,迅速将熔化端压紧,并保压至接头冷却,从而连接管子。这种连接方式无需管件,连接时必须使用对接焊机。
其连接步骤如下:装夹管子→铣削连接面→加热端面→撤加热板→对接→保压、冷却。
(1)将待连接的两管子分别装夹在对接焊机的两侧夹具上,管子端面应伸出夹具20~30mm,并调整两管子使其在同一轴线上,管口错边不宜大于管壁厚度的10%。
(2)用专用铣刀同时铣削两端面,使其与管轴线垂直、两待连接面相吻合;铣削后用刷子、棉布等工具清除管子内外的碎屑及污物。
(3)当加热板的温度达到设定温度后,将加热板插入两端面间同时加热熔化两端面,加热温度和加热时间按对接工具生产厂或管材生产厂的规定,加热完毕快速撤出加热板,接着操纵对接焊机使其中一根管子移动至两端面完全接触并形成均匀凸缘,保持适当压力直到连接部位冷却到室温为止。